 ɨһɨ���ֻ����
ɨһɨ���ֻ����






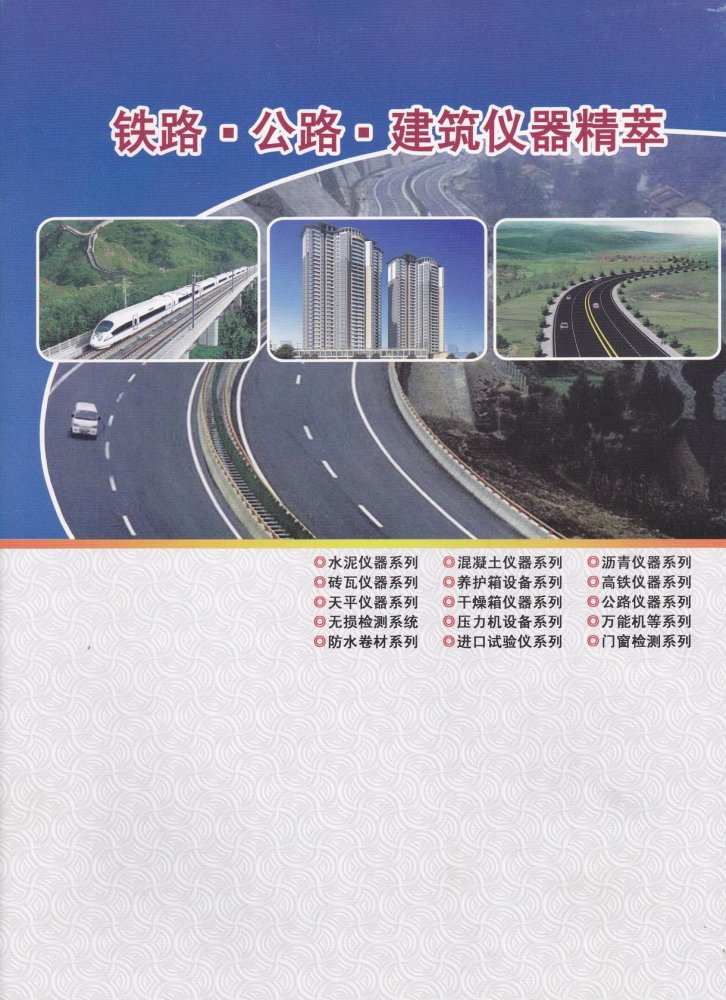
- �����±�ϸ���ϼ���ĥ���JM-II
��ϸ��Ϣ
Ʒ�������� �ͺ���JM-II ������Χ��1 ����������1 ��۳ߴ���800x800x1200 mm ������200 Kg �ӹ��������� JM-II���±�ϸ���ϼ���ĥ���������ĥ�������������ģ��������̥�Թ�·����·���ĥ�����ã���·�����ù��Ͻ��м���ĥ�⡣���õĹ��ϵ�ĥ��ֵ�������۹��ϵĿ�ĥ�����ܡ�������·��ʯ�ϵļ���ĥ�⡣ͨ��ĥ��ֵ�ⶨ���۲�ͬ����ʯ�Ϻ�������ϵĿ�ĥ�����ܣ�Ϊ������ͬĦ��ϵ��Ҫ���·���ṩ���ݡ�
JM-II���±�ϸ���ϼ���ĥ���������ĥ�����Ҫ��������
1����·��ת�٣�320±5r/min��
2��JM-II���±�ϸ���ϼ���ĥ���������ĥ���һ����������������
3��Ԥ��ת����������
4����Դ��������ѹ 380V±10%���ࣨ���Σ�������������20A
5��������220KG
6�����γߴ磺800x800x1200mm
7�����ʣ�6KW
8�������¶ȣ� ≤35�档
9��JM-II���±�ϸ���ϼ���ĥ���������ĥ������ʪ�ȣ� ≤85%
10��JM-II���±�ϸ���ϼ���ĥ���������ĥ�����������ѹ����400N
JM-II���±�ϸ���ϼ���ĥ���������ĥ�����Ҫ�ص㣺
1��JM-II���±�ϸ���ϼ���ĥ���������ĥ����������������������������ͬ�����֣������ܳɵȣ����ڴ��ݶ������ı��ٱȡ�
2����·��װ�ã���-���ڰ�װ�Լ�14��
3����ɰ����ɰװ�ã���-��ɰ����֧�ܺ���ۣ����ڴ洢ĥ�ϺͿ�����ɰ����ˮ����
4��JM-II���±�ϸ���ϼ���ĥ���������ĥ�������װ�ã���-�ܸˡ����ؼ����ֵȣ����ڱ�֤�Ե�·�ֵĹ涨ѹ����
5��JM-II���±�ϸ���ϼ���ĥ���������ĥ�����ģ����-��������ʯ���Լ���
JM-II���±�ϸ���ϼ���ĥ���������ĥ����ּ���ĥ��ֵ����
1JM-II���±�ϸ���ϼ���ĥ���������ĥ���Ŀ�������÷�Χ
1.1����ĥ��ֵ�����ü���ĥ���ĥ�⼯�ϣ��ð�ʽĦ��ϵ���ⶨ�Dzⶨ�ļ��Ͼ�ĥ����Ħ��ϵ��ֵ����PSV��ʾ��
1.2�����������ڸ��ִּ��ϵ�ĥ��ֵ�ⶨ��
2JM-II���±�ϸ���ϼ���ĥ���������ĥ����Ǿ������
(1)JM-II���±�ϸ���ϼ���ĥ���������ĥ�������ͼT 0321-1��Ӧ������������豸�ı��������в�����ɡ�
�ٴ������������������ͬ�����ֵȡ�
�ڵ�·�֣��⾶406�L�����ڰ�װ14���Լ��������ܱн������γ�������ʯ�Ͽ������棬ת�٣�320r/min±5r��min��
�����֣�ֱ��200�L����44�L������ĥ�ֽ��ɰ������(���C)������ĥϸ���ɰ������(���X)����̥����Ӳ��691RHD±3IRHD��
ע�����ֹ���ĥ���(һ��20�ִκ�)���������
��ĥ�Ϲ���ϵͳ�����ڴ���ĥ�ϺͿ�����ɰ����
�ݹ�ˮϵͳ��
�����أ����������ۣ����ֺ����ش���
����ģ��8����
����ص����������������֡��֣���֧�����أ��������ֶԵ�·�ֵ�ѹ��Ϊ725N±10N������ʹ�ù����к㶨��
��JM-II���±�ϸ���ϼ���ĥ���������ĥ���������塣
(2)��ʽĦ��ϵ���ⶨ�ǣ���ư�ʽ�ǣ���ͼT 0321-2.Ӧ������������豸�ı��������в�����ɡ�
�ٵ�������T���ȡ���ƽ��˿��ˮ����ɡ�
��������������������˺�����������ɡ�
�����ۺ��ͷſ��أ��ܹ�ס�ڸ�ʹ֮����ˮƽλ�ã������ͷŰڸ�ʹ�����°ڶ���
�ٰڶ����ģ����Ӻ̶��ڵ�λ�ã���֤���ڰڶ�ƽ���������ɰڶ����ɰڶ��ᡢ��кͽ�����ĸ��ɡ�
������ϵͳ��ָʾ��ֵ��
�ް�ͷ����Ƭ�����ڶ������й涨���أ���·���й涨ѹ��.������ǰ��������ҵ�����ƽ�⣬��Ƭ�ߴ�Ϊ31.75�L×25.4�L×6.35�L��ͼT0321—2��ʽĦ��ϵ���ⶨ��
1-JM-II���±�ϸ���ϼ���ĥ���������ĥ������̰��֣�2��3-�������֣�4-�ͷſ��أ�5-ת����ݸǣ�6-������ĸ��7-���Ƭ��ձ�棻8-ָ�룻9-������ĸ��10-��ƽ��˨��11-������12-ˮ����13-������14-��λ��˿��15-��������16-ƽ�ⴸ��17-������ĸ��18-����飻19-��Ƭ��20-ֹ����˿
(3)ĥ���Լ�����ƽ̨�����̶��Լ�����ʽĦ��ϵ���ⶨ���á�
(4)��ƽ������������0.1g��
(5)���䣺 װ���¶ȿ�������
(6)ճ�������ʹ������ɰ����ģ�ι�ճ��.ȷ������������в��·����Լ�ҡ�������䣬���û�����֬610l(E—44)���̻����ȡ�
(7)��ͪ��
(8)ɰ��<0.3�L���ྻ�����
(9)���ɰ��30��(�ظ����ɰ)��280��(��̼����ϸɰ)������ĥ�ϣ�ֻ����һ����ʹ�ã������ظ�ʹ�á�
(10)��ʯ�ް壺��1�L��
(11)��������������ָ���ļ��ϲ��������ķ��Ϲ��Ҫ��ļ��ϣ�ÿ�����飬ֻ����ʹ��һ�Σ������ظ�ʹ�á�
(12)�������ͻҵ���ϴ�����ֹ��ߵȡ�
3JM-II���±�ϸ���ϼ���ĥ���������ĥ���������
3.1JM-II���±�ϸ���ϼ���ĥ���������ĥ�������ǰӦ����������̶�ʽ�ǽ��м���궨��
3.2�����Ϲ�ɸ������Ƭ״������ȡ9.5�L��13.2�L�ļ��Ͽ�����ˮϴ���������¶�Ϊ105��±5��ĺ����к�ɡ�
ע��������Ҫ��Ҳ�ɲ���4.75�L��9.5�L�Ĵּ��Ͻ���ĥ��ֵ���顣
3.3����ģƴװ��Ϳ����ģ��(�����ˮ)���ɡ���װ��ģ�˰�ʱҪע��ʹ�˰���ģ����ƽ(ʹ���߰뻬)��
3.4����ˮ��ϴС��0.3�L��ɰ����105��±5��ĺ����к�ɳ�Ϊ��ɰ��
3.5Ԥĥ�����֣���������ʽʹ��ǰҪ�ڰ�װ���Լ��ĵ�·���Ͻ���Ԥĥ��C���ôֽ��ɰԤĥ6h��X����ϸ���ɰԤĥ6h.Ȼ����Ͷ���������顣
4JM-II���±�ϸ���ϼ���ĥ���������ĥ����Լ��Ʊ�
4.1���ϣ�ÿ�ּ������Ʊ�6��10���Լ���������ѡ4���Լ�������ƽ�������á���9.5�L��13.2�L���Ͽ����������ܵ���������ģ��(���桢ƽ������)������ʱӦ��ȥ�߶ȴ�����ģ�IJ��ϸ����������4.75�L��9.5�L�Ĵּ��Ͻ���ĥ������ʱ�����������������ϸ��
4.2��ɰ����С����ɰ���������ļ��ϼ�϶�У�����ϴ�������ᴵ����ɰ��ʹ֮�����ʵ��Ȼ���ٴ�ȥ�����ɰ��ʹɰ����ģ̨�״�����ƽ����̨���ϲ�����ɰ����ϴ������ɰʱ�����������ϣ��Ҳ�ʹ�����������渽��ɰ����
4.3���ƻ�����֬ɰ�������̻����뻷����֬��һ������(��ʹ��6101������֬ʱΪ1��4)���ϡ������Ƴ�ճ����������ɰ��1��4��1��4.5�������Ȱ����Ƴɻ�����֬ɰ����
ע��һ����ģ�еĻ�����֬ɰ������ɲ��ϵ�����ͨ��Ϊ��������֬9.0g���̻���2.4g����ɰ48g������������ѡ�õ�ճ���Ʒ�ּ��Լ���ǿ�ȶԴ˴��������ʵ���������4.75�L��9.5�L�ļ�������ʱ��������֬ɰ������Ӧ�������ӡ�
4.4��价����֬ɰ������С�ͻҵ�����õĻ�����֬ɰ��������ģ�У������������ʵ���������������ϡ�Ȼ�������ͻҵ�����ģ�Ϲ�ȥ��������ϣ��������淴��Ĩƽ��ʹ���Ļ�����֬ɰ������ģ������ƽ��
4.5������ͨ����40�����������3h������Ȼ��ȴ9h��ģ������������������ʱ��Ӧ������ʹ�Լ��ﵽ�㹻ǿ�ȡ��м��Ͽ����ɶ����䣬���л�����֬ɰ����������ʱ���Լ�Ӧ�������
5JM-II���±�ϸ���ϼ���ĥ���������ĥ���ĥ������
5.1�Լ����飺ÿ��1��ĥ14���Լ���ÿ�ּ���Ϊ2���Լ�������6�������ü��Ϻ�1�ֱ����ϡ�
5.2�Լ���ţ����Լ��Ļ�����֬ɰ���ı��ͻ��β�����üǺűʶ�6�ּ��ϱ��Ϊ1-12��1�ּ��ϸ�������������ţ����Լ�Ϊ13��14�š�
5.3�Լ���װ������T0321—1����Ž��Լ������ڵ�·���ϣ�����1��λ��8��λΪ���Լ����Լ�Ӧ���б�ǵ�һ��ͳһ����(����ǰ�һ��)��ÿ�����Լ���ӵ�һƬ����Ƭ1�L�����ʯ�ް��Ƭ����Ƭ���Լ��˲�������£����Ե����Լ��߶�2�L��3�L��Ȼ����ϵ�·�����壬��š�ݶ��������ô����壬ȷ���Լ����·�ֽ�����ϣ��Ա���ĥ��������Լ����ѻ��ɶ������·�ְ�װ�������ϡ�
λ�ú� 1 2 3 4 5 6 7 8 9 10 11 12 13 14
�Լ��� 12 9 3 7 5 1 11 14 10 4 8 6 2 12
�� T0321-1�Լ��ڵ�·���ϵ����д���
5.4JM-II���±�ϸ���ϼ���ĥ���������ĥ���ĥ����̲���
5.4.1 �Լ��ļ���ĥ��Ӧ������20��±5��ķ����ڽ��С�
5.4.2 ��ɰĥ��
5.4.2.1�ѱ��C�����ְ�װ�ڵ������ϣ����ϵ�·���֣�������һ��ɰ�̣�����ˮ֧���ϵ���ˮ����ˮ��������������ʹˮ����ʱ�жϡ�
5.4.2.2 ����30�Ž��ɰ��ɰ��װ��ר����ɰ��������ɰ����װ�����ֲ��Ϸ���λ���ϲ������͵����Դ��ת�����ص������֣�ʹ��ת���������֣������ֵ��ַ���ȫѹ�ŵ�·���ϵļ����Լ����档
5.4.2.3 ������ɰ������ר�ý��϶��ڳ��Ͽڽ�ס����Ľ��ɰ��ͬʱ��ʼ��ʱ��1min���Ƴ��϶�������ƽ�Ƴ���ɰ����ʹ����Ϊ27g/min±7g/min���粻����Ҫ��Ӧ�õ��ٰ�ť��������϶�����բ��ķ���������
5.4.2.4 �ڿ���������趨ת��Ϊ57600ת�����µ�Դ��������ĥ�����ʼ��ת��ͬʱ������ɰ���ٰ�ť������ɰ������բ�壬ʹ���ɰ��ɰ������Ϊ27g/min±7g/min����ʱ�������������ƣ�ʹˮ��������60mL/min��
5.4.2.5 ���������1h��2hʱĥ����Զ�ͣ��(ע�ⲻҪ��������ϸ��㰴ť�͵�Դ����)����ëˢ��С����������Ϻͳ��ڻ����ײ���ɰ���еĽ��ɰ����鲢š����·�����п����ɶ�����ĸ������ĥ�������ת����ʾ������ʾ57600תʱĥ����Զ�ֹͣ�������ĥ��ʱ��ԼΪ3h��
5.4.2.6 ת�����ص�������ʹ����������ۣ���ϴ��·�ֺ��Լ�����ȥ���в����Ľ��ɰ��
5.4. 3 ϸɰĥ��
5.4.3.1 ж��C������֣�����ΪX������ֽ�5.4.2.1�ķ�����װ��
5.4.3.2 ����280�Ž��ɰϸɰ����5.4.2.2����װ��ר����ɰ����
5.4.3.3 �ظ�5.4.2.3���裬������ɰ��ʹ����Ϊ3g/min±1g��min��
5.4.3.4��5.4.2.4�IJ����趨ת��Ϊ57600ת����ʼĥ����������ƽ��ɰ��ɰ��Ϊ3g/min±1g/min��ˮ����*��60mL��min��
5.4.3.5 ���Լ�ĥ2h��ͣ�����ʵ���࣬��5.4.2.5������鲢š����·����ĸ��Ȼ������ĥ�����57600תʱ�Զ�ͣ����
5.4.3.6 ��5.4.2.6���������Լ���ĥ�����
5.5JM-II���±�ϸ���ϼ���ĥ���������ĥ���ĥ��ֵ�ⶨ
5.5.1������ǰ2h�����������Ӧ��������Ϊ20��±2�档
5.5.2���Լ��ӵ�·����ж�²���ϴ�Լ�����ëˢ��ϴ���Ͽ����ļ�϶��ȥ�����в����Ľ��ɰ��
5.5.3���Լ��������·���18�桫20���ˮ��2h��Ȼ��ȡ���Լ��������в����ð�ʽĦ��ϵ���ⶨ�Dzⶨĥ��ֵ��
5.5.3.1���㣺����ʽ�ǹ̶��ڲ���ƽ̨�ϣ��ɿ��̶����֣�ת����������ʹ�����߲������ɰڶ���Ȼ�������̶����֣�ת����ƽ��ť��ʹˮ�ݾ��У����ڴ��ұ�ˮƽλ�����²�����ָ���ָ��Ӧָ�㡣��ָ�벻ָ�㣬Ӧš�������ָ�������ĸ��ֱ���հ�ʱָ��ָ�㡣
5.5.3.2�̶��Լ������Լ����ڲ���ƽ̨�Ĺ̶����ڣ�ʹ�ڿ���������ڹ�����ʹ���������Լ��ּ����ġ�Ӧʹ��ʽ�ǰ�ͷ��������Լ��ϵĻ����������Լ���ĥ��������ֵ����з���һ�£�������ʱ�Լ�������ǵĻ��α߱�������ߡ�
5.5.3.3���ԣ����ڰڵĸ߶ȣ�ʹ��������Լ��ϵĻ�������Ϊ76�L������ˮ��������ˮ��ʪ�Լ�����(ע�⣬�������е��κ�ʱ�̣��Լ���Ӧ����ʪ��)��������������������ϣ�ͬʱ�����ֲ���ָ��ʹ֮��ڸ�����ƽ�С������ͷſ���ʹ�ڻ��������˶������ڴﵽ*��λ*������ʱ�������ֽ��ڸ˽�ס����ȡָ����ָ(С����)λ���ϵ�ֵ����¼���Խ����ȷ��0.1��
ע����ʽ��ʹ��������ƬʱӦ��Ԥĥʹ֮�ﵽ�ȶ�״̬��Ԥĥ�ķ�����������Ƭ�ٸ�������Կ���(����ĥ�����Լ�)�ڶ�10�Σ�Ȼ����ʪ����Կ��ϰڶ�20�Ρ����⣬��Ƭ���ñ�������Ⱦ��
5.5.3.4һ���Լ��ظ�����5�Σ�5�ζ�����*��ֵ��*Сֵ֮��ô���3��ȡ5�ζ�����ƽ��ֵ��Ϊ���Լ���ĥ��ֵ����(PSVr)�����Լ���ĥ��ֵ������PSVbr��ʾ��
5.6 1�ּ����ظ�����2�Σ�ÿ�ζ���ͬʱ�Ա������Լ����в��ԡ�
6����
6.1��ʽ(T0321-1)��������ƽ������4���Լ�(ÿ��2��)������ƽ��ֵPSVra����ȷ��0.1����4���Լ���ĥ��ֵ����PSVr��*��ֵ��*Сֵ֮��ô���4.7�������������ϣ�Ӧ�������顣
PSVra=∑PSVri/4 (T0321—1)
ʽ�У�i=1��4��PSVriΪ4���Լ���ĥ��ֵ������
6.2��ʽ(T0321-2)��������ƽ������4����Լ�(ÿ��2��)������ƽ��ֵPSVbra��ȷ��0.1����4����Լ���ĥ��ֵ������ƽ��ֵPSVbra������46��52��Χ�ڣ������������ϣ�Ӧ�������顣
PSVbra=∑PSVbri/4 (T0321-2)
ʽ�У�i=1��4��PSVbraΪ4����Լ���ĥ��ֵ������
6.3��ʽ(T0321-3)���㼯�ϵ�PSVֵ,ȡ������
PSV= PSVra+49- PSVbra(T0321-3)
7����
���鱨��Ӧ���漯�ϵ�ĥ��ֵPSV������ƽ�����������ĥ��ֵ����ƽ��ֵPSVra�ͱ��Լ�ĥ��ֵ����ƽ��ֵPSVbra�� -
��Ӧ�̵����������Ϣ
�鿴����




-
��Ʒ����
�� ��
-
��Ʒ����
-
�������;��Լ���豸
- �����Ӻ������ٲⶨ��
- ������ٲⶨ��
- ������
- ������̼��������
- �����������ӵ�ͨ���ⶨ��
- ��������ɢϵ���ⶨ��
- ��������������
- ���������ٶ��������豸
- ȫ�Զ��������������
- ���������������ⶨ��
- ��������ˮ��
- �ǽӴ�ʽ���������βⶨ��
- ����Լ�����ڿ�����ģ
- ������ճ�����������
- �����������
- �����������������
- ������ǿ�Ȱγ���
- ���;����ۺϲ�����
- �����������������ⶨ��
- ����������ϵ���ⶨ��
- ���������ݼ��ϵ����
-
������������������
- �ֽ�λ�òⶨ��
- ¥������
- �������ѷ������
- �������ѷ�����
- �ֽ���ʴ��
- ��������©�����
- �ǽ���������������
- ���Իص��ǣ���е�ص���
- ���࣬���������Ӳ�����
- ������ǿ�Ȳ�����
- �������ѷ��ۺϲ�����
- �����������
- �°�������ۺ����ܲ�����
- ճ��ǿ�ȼ����
- ����ԭλѹ����
- ����ʽɰ��ǿ�ȼ����
- �������
- �ص��Ǽ춨�豸
- �����״�
- ������
- �ֽ������
- ����ʽ��б��
- �ֳ�ˮλ�ƣ�ˮλ��
- ������
- ��϶ˮѹ����
- ����ʽ��ѹ����
- ��ѹ��ɰ��ǿ�ȼ����
- ��Я��ˮ�ʿ��ٲ�����
- ��عܵ�й©�����
- �ڰ����ܶȼ�
- ����ɰ��ǿ�ȼ����
-
ˮ��������������豸
- �綯���������
- ˮ��ˮ���Ȳⶨ��
- ˮ�ฺѹɸ����
- ���Ϸ�����
- ˮ�ེɰ�����
- ˮ���������
- ˮ�ྻ�������
- ˮ�ེɰ������ʵ̨
- ԭ�����շֹ��ȼ�
- ˮ���ʽ�����
- ˮ��Сĥ
- ˮ��ȳ���
- ˮ�ེɰ�����Ȳ�����
- ˮ����ȼ�����ʱ��ⶨ��
- ˮ����ֲⶨ��
- ˮ�������Ӳⶨ��
- ˮ�����ȱ�����ⶨ��
- �о�ϵ��
- ���ϼвⶨ��
- ˮ�����������ƿ��ٲⶨ��
- ˮ��ѹ����
- ˮ�������̼�ⶨ��
- ˮ������Ӻ������ٲⶨ��
- ����Ӻ������ٲⶨ��
- ˮ�ཬ��Marshʱ���Զ��ⶨ��
- ˮ����������ⶨ��
- �ζ��������Ӻ����ⶨ��
- ˮ���Լ�����ˮ������
-
�����������������豸
-
��ͨ���̰�ȫ�������
- ��������淴��ϵ��������
- �����־�淴��ϵ��������
- ͻ��·�귢��ǿ�Ȳⶨ��
- ����·����߲����
- ȫ�Զ�ɫ��ɫ���
- ·������ò�����ɸ����
- ����Ĥ�����Բⶨ��
- ��֧���ϻ�������
- ���º�ʪ����������
- ����ʽ������ʴ������
- ������ˮ�Բⶨ��
- ��������̬����������
- �����ϳɲ��Ϻ��������
- ��������Ч���ⶨ��
- ����Ĥ���������ܲⶨ��
- ����Ĥ��ճֽ�ɰ������豸
- ����������ǿ���ۺ������
- �ߵ���ʪ�Ƚ���������
- 믵�/����������ϵ��
- ɰ��/����������
- ���ƻ���������������
- ����Ĥ��ͻ��·���ͳ���ⶨ��
- ��п�㸽���Բ��������
- ���������ܷ����װ��
-
������������������
-
����Ϳ�ϼ����������
-
���������Ŵ��������
-
�ֽṹ���������豸
-
��������ɰ����������
-
��·�������������
-
ѹ���������ܻ�����ƽ
-
�����ۼ�������������
-
�������Ͻ�����ģϵ��
-
���������ܲļ���豸
-
��������